
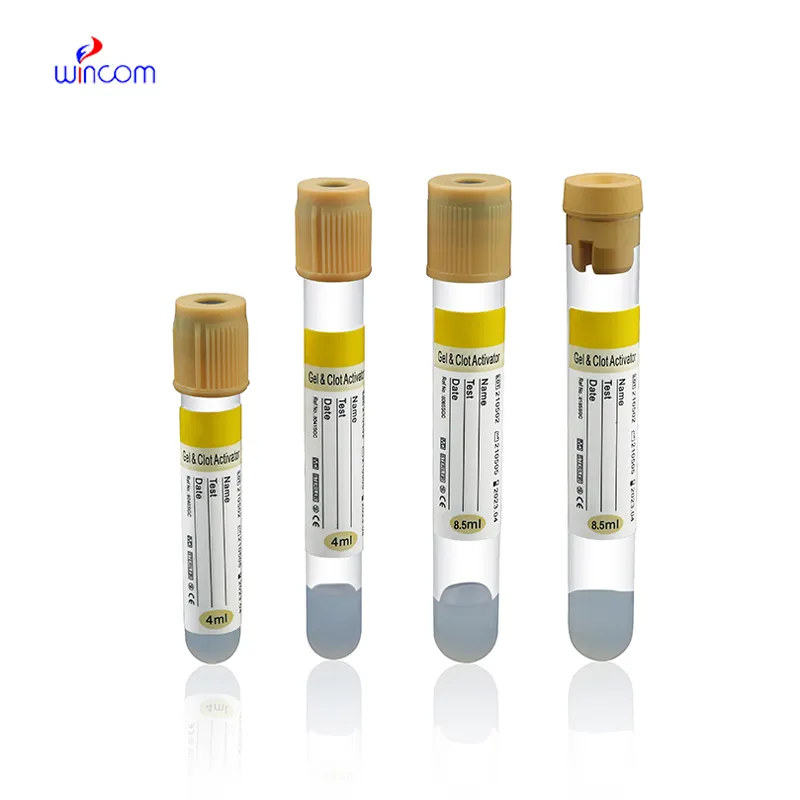
edta blood collection tubes serve as very accurate instruments for the gathering, moving, and handling of blood in clinical and hospital laboratories. Their structure keeps the samples intact for precision testing in hematology, immunology, and clinical chemistry. The sterile and pre-measured additive construction is a barrier against contamination and sample degradation. The color-coded caps and volume markings make identification and workflow easy. Consistent and reproducible results are obtained by hospitals and laboratories with the use of edta blood collection tubes, which in turn leads to fewer mistakes and faster diagnosis. These tubes have become necessary for the quality and reliability of clinical diagnostics in modern healthcare environments.

edta blood collection tubes are used in outpatient clinics for routine blood collection during check-ups, diagnostic panels, and follow-up tests. Their pre-filled additives and sterile construction simplify collection procedures, ensure consistent sample quality. Clinic staff use color-coded caps to identify tube types and prevent mix-ups. Tubes are compatible with transportation to central hospital laboratories for processing. By using edta blood collection tubes in outpatient settings, healthcare providers ensure reliable test results while maintaining efficient workflows, supporting preventive care, patient monitoring, and timely diagnosis across multiple clinical departments.

The evolution of edta blood collection tubes will surely bring small and light designs for field hospitals, mobile clinics, or decentralized laboratory testing. Tubes will likely be improved with better ventilation to withstand harsh temperatures and rough handling during transport, thus providing reliable sample collection even out of the classic hospital settings. These tubes might be given to hospitals for emergency or community testing programs. Advanced pre-measured additives and color-coded identification will preserve accuracy even in non-traditional settings. Future edta blood collection tubes will feature already mentioned characteristics plus compatibility with automated analysis systems ensuring flexible clinical as well as research workflows.
The proper handling of edta blood collection tubes starts by storing them under the right conditions before usage. To maintain the stability of the additives, the tubes should be stored in a clean and dry place, away from direct sunlight and high or low temperatures. Hospitals and laboratories are required to strictly adhere to the manufacturer's recommendations concerning shelf life and storage orientation. A constant check on the integrity of the packaging is a good practice that minimizes the contamination risk. Staff should see to it that they only touch tube openings and caps when absolutely necessary during the daily use. Proper organizing of storage and stock rotation according to expiry dates will guarantee that the quality of the blood collected in clinical and laboratory settings will be no different from that of the previous one.
In outpatient clinics, edta blood collection tubes are used to take blood samples for laboratory tests that are performed routinely, including cholesterol levels, glucose monitoring, and hormone panels, among others. The tubes' pre-measured additives help to get uniform results and at the same time, lessen the handling errors. Clinic employees are relying on the performance of these tubes as being dependable for both short-term and long-term patient monitoring. The correct application of edta blood collection tubes keeps each sample intact while being transported to hospital laboratories. Their ease of use, uniformity, and compatibility with laboratory analyzers come together to make them an essential tool in everyday clinical practice and patient diagnostics.
Q: What additives are found in Blood Collection Tubes? A: Additives may include anticoagulants, clot activators, or gel separators depending on test requirements. Q: How do Blood Collection Tubes support accurate testing? A: They preserve blood components and prevent degradation during transport and processing. Q: Are Blood Collection Tubes compatible with automated analyzers? A: Yes, most tubes are designed to work with modern laboratory automation systems. Q: Why is proper tube selection important in hospitals? A: Using the correct tube ensures reliable test results and reduces pre-analytical errors. Q: Do Blood Collection Tubes have expiration dates? A: Yes, expiration dates ensure additives remain effective and safe for use.
We’ve been using this mri machine for several months, and the image clarity is excellent. It’s reliable and easy for our team to operate.
The centrifuge operates quietly and efficiently. It’s compact but surprisingly powerful, making it perfect for daily lab use.
To protect the privacy of our buyers, only public service email domains like Gmail, Yahoo, and MSN will be displayed. Additionally, only a limited portion of the inquiry content will be shown.
Hello, I’m interested in your centrifuge models for laboratory use. Could you please send me more ...
We are planning to upgrade our imaging department and would like more information on your mri machin...
E-mail: [email protected]
Tel: +86-731-84176622
+86-731-84136655
Address: Rm.1507,Xinsancheng Plaza. No.58, Renmin Road(E),Changsha,Hunan,China

 af
af
 es
es
 ar
ar
 tr
tr
 sw
sw
 pt
pt
 th
th
 ur
ur
 bn
bn
 ne
ne
 vi
vi
 km
km
 lo
lo
 de
de
 ru
ru
 fi
fi
 nl
nl
 fa
fa
 fr
fr
 ko
ko














